Лазерные гироскопы. Обработка ситалла.
Многолетние результаты разработки и внедрения алмазного специального инструмента «МонАлиТ» в области обработки оптического стекла, в том числе и корпусов лазерных гироскопов из ситалла показали большую эффективность этого инструмента и перспективность, что подтверждается многолетним сотрудничеством с лидерами этого направления в России.
Предприятие «Рус-Атлант МК» начиная с 2006 года успешно проводит с НПО «Полюс им. Стельмаха» и др. совместные работы по внедрению новых инструментов «МонАлиТ».
 buklet 03.02.16 (PDF)
buklet 03.02.16 (PDF)
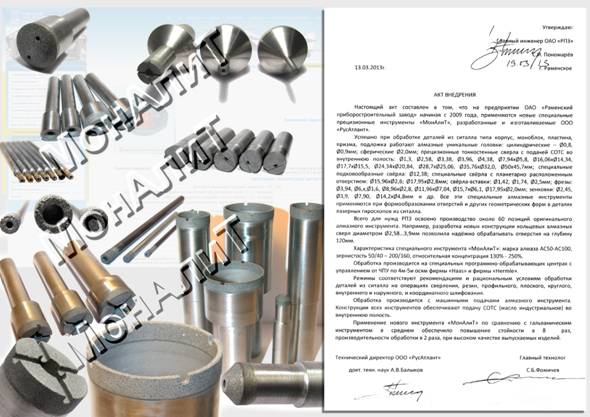
Изучены конструкции лазерных гироскопов и основных деталей из ситалла типа корпус, моноблок, пластина, призма, подложка. Проведён конструкторско-технологический анализ и разработан типовой ряд специальных инструментов для обработки деталей из ситалла типа корпус, моноблок, пластина, призма, подложка. Внедрены в серийное производство на РПЗ (г. Раменское) ряд специально созданных для этих целей инструментов. Выпускаются свёрла для обработки глубоких отверстий малых диаметров, вставки, тонкостенные сверла, конические наружные и внутренние зенкера, сферические торцевые фрезы, плоские радиальные и торцевые фрезы, чашечные, отрезные и профильные круги.
Только для корпуса, насчитывающего 18 обрабатываемых отверстий . потребуется 25 номиналов инструмента, а с учётом переходов, и центровочных инструментов. порядка 45 разных инструментов.
Для обработки деталей из ситалла датчиков лазерных гироскопов типа корпус, моноблок, пластина, призма, подложка разработан комплект в составе 60 специальных алмазных инструментов (рис.6).
Одним из примеров успешного применения инструмента «МонАлиТ» является создание на РПЗ (Раменский приборостроительный завод) технологии по обработке ситалловых корпусов лазерных гироскопов. Этот пример
показывает способность фирмы «Рус-Атлант МК» комплексно решать возникающие технические задачи с использованием новой технологии.
Применение разработанных конструкций инструмента «МонАлиТ» по сравнению с гальваническим инструментом обеспечило повышение стойкости в среднем в 8 — 25 раз, при высокой точности обрабатываемых деталей (Акт 3).
Например, кольцевое алмазное свёрло Ø2.4 мм при обработке глубоких главных каналов обеспечило обработку 80 корпусов датчика К5. При пересчёте в погонные метры было обработано 14 м каналов
В настоящее время на «РПЗ» все процессы механической обработки деталей лазерных гироскопов из ситалла переведены на обработку алмазным инструментом «МонАлиТ. Стало бесспорным, что алмазные инструменты «МонАпиТ» на металлической связке могут быть эффективно применены там, где алмазно-абразивные инструменты, изготавливаемые гальваническим закреплением алмазных зёрен и методом порошковой металлургии, не решают поставленных задач
Только с применением алмазного инструмента «МонАлиТ» может быть решена проблема комплексной автоматизации производства за счёт создания новых высокорентабельных, малозатратных технологий механической микрообработки на станках с программным управлением.

Сверление глубоких отверстий на станке с ЧПУ
При этом достигается повышение производительности обработки в 2-3 раза, повышение стойкости по сравнению с гальваническим инструментом в 10-25 раз, улучшается качество обрабатываемой поверхности, улучшаются электрические параметры опто-электронных приборов: добротность, прецизионность, стабильность во времени.
Применение
Инструменты «МонАлиТ» поставляются на многие заводы холдингов Швабе и Авионика, в частности на ОАО «НПО
«ПОЛЮС» им. М.Ф.Стельмаха» г. Москва, ОАО «Лыткаринский завод оптического стекла», г.Лыткарино, ОАО «Красногорский завод им. С. А. Зверева», г.Красногорск, ОАО «Вологодский оптико-механический завод», г.Вологда, ОАО «Тамбовский завод «Электроприбор», «РПЗ» г.Раменское, «Электроприбор» г. Тамбов, «Темп-Авиа» г.Арзамас, «Алексадр» г. Рязань» «Утёс» г. Саратов.