Инновации в области производства алмазного инструмента.
Отечественный инструмент нового поколения – алмазный инструмент «МонАлиТ»
В начале 90-х годов фирмой «Рус-Атлант МК» создана новая технология производства алмазно-абразивных инструментов «МонАлиТ». За прошедшие годы на её основе создаются и успешно внедряются сотни различных видов алмазных инструментов, обладающих многими отличительными свойствами по сравнению с традиционными аналогами. Инструмент запатентован в России (№2319601) и не имеет аналогов в мире. Создано около 1000 разновидностей инструментов, и все они прошли через внедрение в таких отраслях как: строительство, стекольная и инструментальная промышленность, в стоматологии, в ювелирной отрасли, в обработке керамики и композиционных материалов.
Инструмент регулярно поставляется в Германию, Францию, Болгарию и Швейцарию.
Что отличает «МонАлиТ» от предшествующих типов алмазного инструмента
Существует целый ряд технологий изготовления алмазного рабочего слоя и его крепления к корпусу инструмента. Основные три вида алмазно-абразивного инструмента на металлической связке: гальванический однослойный инструмент, прессованный инструмент «Sinter» и новый вид — «МонАлиТ» (рис.1). Гальванический инструмент изготавливается путем осаждения на поверхность оправки одного (редко – двух) слоя алмаза. Инструмент типа «Sinter» изготавливается методом горячего прессования, где алмазные зёрна и металлический порошок-связка (чаще бронза) в смеси прессуются и спекаются в металлической пресс-форме при температуре более 600 о С
. 
Рис.1
Инструмент типа «МонАлиТ» изготавливают по новой технологии. В специальные неметаллические формы помещаются металлизированный алмазный порошок и хвостовик (корпус), далее в литник засыпается шихта — специальный сплав — связка (рис.2.2 и рис.2.3). Форма в сборе помещается в вакуумную печь, где при высоком вакууме и t свыше 900оС происходит процесс вакуумного жидкостного спекания металлизированных алмазных порошков .
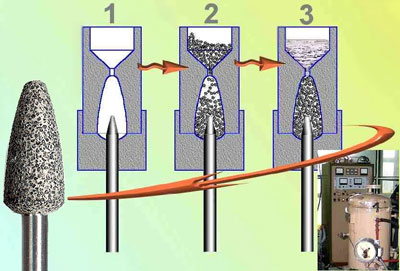
Рис.2
В верхней точке нагрева шихта расплавляется и буквально пропитывает пустые промежутки между алмазными зернами (рис.2.3). Но при этом все зерна остаются в контакте друг с другом (рис.3). Результат: возникает сварная монолитная конструкция, в которой нет места даже для одного дополнительного алмазного зерна. В этой конструкции все зёрна приварены друг к другу и пространство между ними заполнено металлической связкой. В результате достигается предельная концентрация алмазных зёрен внутри рабочей части головки и высокая прочность их соединения. После нескольких часов остывания формы достаются из печи и раскалываются, а головки обрабатываются до требуемой чистоты поверхности по специальной технологии.
Рис.3
Итак, «Sinter» изготавливается методом прессования и спекания при температуре около 600о С. «МонАлиТ» изготавливается методом вакуумного жидкостного спекания металлизированных алмазных порошков при температуре более 900о С. Несмотря на общее название – спеченный инструмент, их объединяет лишь одно – объёмное заполнение всей рабочей части алмазными зёрнами. Но при этом концентрация зерен в «МонАлиТ» в 3 раза выше (рис.5), чем в «Sinter», алмазные зёрна в «Sinter» закреплены за счёт механического обжатия, а в «МонАлиТ» – за счёт прочных адгезионных сил.
Рис.5
Изготовленный по инновационной технологии инструмент «МонАлиТ» обладает многими новыми свойствами.
Высокая стабильность и долговечность
Если гальванический инструмент покрыт одним слоем алмазных зёрен, то по мере их изнашивания режущие свойства инструмента постепенно снижаются, на последней стадии могут появиться залысины, и инструмент будет уже затирать ими поверхность. Аналогичный недостаток имеют и твердосплавные фрезы. Их режущие лезвия постепенно тупятся и скорость съёма, а также чистота поверхности ухудшается. В спеченном инструменте «Sinter» и «МонАлиТ» режущие свойства в процессе эксплуатации остаются очень долго неизменными – до полного их износа.По мере изнашивания верхних слоев алмаза, обнажаются нижние слои, поэтому качество обработки у спеченных инструментов остается неизменным вплоть до последнего слоя алмаза.Долговечность алмазного инструмента определяется количеством алмазных зерен, их стойкостью к истиранию и прочностью удержания зерен в связке. Выбор прочности и качества алмазных зерен одинаков для всех производителей. Другое дело – количество алмазных зерен в инструменте. Алмазного порошка при одинаковой форме зерна на порядки больше в инструменте «МонАлиТ», чем в гальваническом инструменте и минимум в 3 раза больше, чем у «Sinter» (см.рис.1). Количество алмазных зерен максимально достижимо только у инструмента «МонАлиТ». Важный фактор долговечности инструмент — способ закрепления алмазных зерен. В прессованном инструменте зерна держатся за счет механических сил, ведь алмазные зерна при этой технологии запрессовываются в связку. Зерна изношенные больше половины уже не могут удерживаться в связке и выкрашиваются. В инструменте «МонАлиТ» зерна приварены друг к другу, поэтому зерно может работать до тех пор, пока у него остается еще хотя бы три контакта с нижними зернами, к которым оно приварено. Вследствие этого инструмент «МонАлиТ» имеет долговечность минимум в 3 раза большую чем «Sinter». Следовательно, при равной цене инструменты «МонАлиТ» существенно более экономичны, чем прессованные.
Высокая стойкость формы
Для некоторых типов инструмента важно сохранение в процессе эксплуатации острой режущей кромки (рис.6).

Рис.6
Алмазное зерно, закрепленное на острой кромке гальваническим методом, удерживается на «лезвии бритвы» и такое закрепление крайне ненадежно (рис.6.а), при первом же силовом контакте с обрабатываемой поверхностью зерно слетит и обнажится металл основания. Метод прессования вообще исключает возможность создания кромки толщиной в 1 зерно (рис.6.б). А вот технология вакуумной сварки позволяет приварить 1 зерно на самой кромке, создавая по сути дела алмазное лезвие (рис.6.в). При этом прочность удержания зерна будет предельна. Благодаря этому инструменты «МонАлиТ» обладают высокой кромкостойкостью, что зачастую является крайне важным свойством для алмазного инструмента.
Регулярность поверхности
Обработанная абразивным инструментом поверхность зеркально повторяет поверхность инструмента. При грубой обработке это не имеет принципиального значения. Но при тонкой работе и при окончательной шлифовке фактор регулярности поверхности становится критичным.
Алмазные зерна гальванического инструмента базируются на его металлическом основании. И поскольку алмазные зерна имеют чаще всего неправильную форму, то они прикрепляются к поверхности заготовки хаотично. В результате отдельные зерна выступают как горные вершины над равниной (рис.7). Поэтому, если перед обработчиком стоит задача получить предельно регулярную поверхность – гальванический инструмент этого дать не может. Обработанная поверхность будет зеркально отражать рельеф инструмента (рис.8). И это подтверждают микрофотографии обработанной поверхности. Причем, невозможно избавиться от нерегулярной поверхности, понижая зернистость алмаза, при этом просто снизится высота неровностей, но сами они никуда не денутся. А кроме того, снижение зернистости снижает режущую способность инструмента.

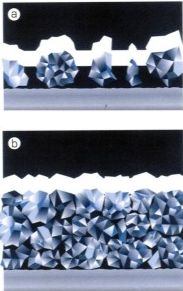
Рис.7 Рис.8
Аналогичная проблема равномерности укладки зерен существует и для прессованного инструмента «Sinter», зерна в нем расположены не идеально равномерно и, кроме того, случайно. В результате поверхность, обрабатываемая инструментом «Sinter» получается хотя и более регулярная, чем при обработке гальваническим инструментом (рис.8.а), но недостаточно гладкой. Инструмент «МонАлиТ» изготавливается так, что все зерна базируются не по внутренней поверхности заготовки, а по внутренней поверхности формы. Поэтому они укладываются так, что их вершины находятся на одной высоте по отношению к обрабатываемой поверхности. Такой результат не зависит от размеров зерен и от их формы, поэтому головки всех зернистостей инструмента «МонАлиТ» обладают предельной регулярностью поверхности, и выглядят они поэтому внешне очень упорядоченными (рис.9). Естественно, что и обработанная ими поверхность, которая зеркально отражает рельеф инструмента, получается предельно регулярной (рис.8.в). Это придает инструменту «МонАлиТ» необычное свойство – при высокой скорости поверхность получается регулярная и поэтому требует впоследствии гораздо меньше доработки.
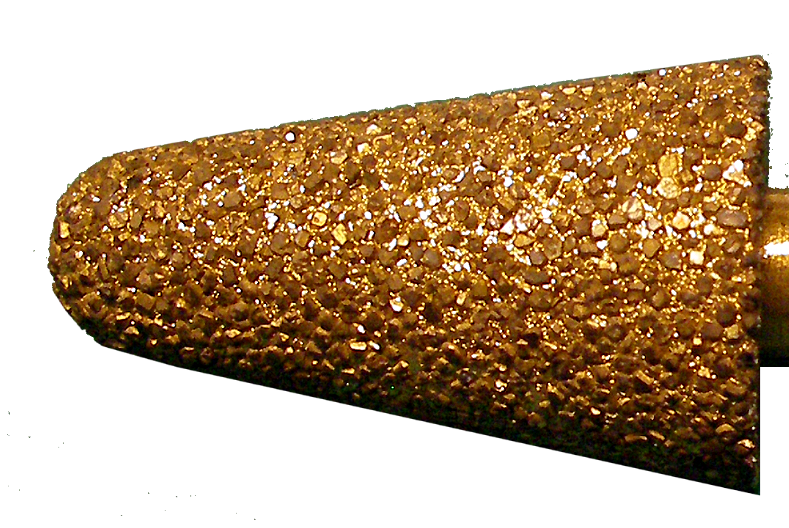
Рис.9
Регулярность укладки алмазных зерен исключает и сколы, т.к. все зерна лежат на одном расстоянии от оси вращения инструмента и не создают ударных нагрузок. Если необходимо обработать край керамической или стеклянной детали, чтобы он при этом не скололся, то это трудно сделать гальваническим инструментом, у которого отдельные зерна создают ударные нагрузки на край. А вот края, обрабатываемые головками «МонАлиТ» получаются равномерными и без сколов.
Разнообразие форм
Широкое применение инструмента «МонАлиТ», постоянное выполнение нестандартных заказов, привело к тому, что разнообразие инструментов уже превысило 1000 видов. Метод вакуумного жидкостного спекания металлизированных алмазных порошков позволяет выпускать формы, которые методом прессования в принципе изготовить невозможно. Например, инструмент типа торнадо, который извлечь после прессовки будет невозможно. При новой технологии форма просто разбивается (рис.10) и «торнадо» извлекается.

Рис. 10
Высокая экономичность
Как правило, за качество всегда приходится платить. Но это правило инструмент «МонАлиТ» опровергает за счет уникальной технологии. Для изготовление одного инструмента «МонАлиТ» используется иногда столько же алмаза, сколько и для 100 гальванических инструментов (см. рис.1). И один инструмент «МонАлиТ» заменяет иногда до 100 и более гальванических аналогов. Но цена инструмента зависит не только от количества алмаза, а и от работоспособности, а алмазные зерна в инструменте «МонАлиТ» работают дольше, чем в гальванических аналогах. Поэтому при его более высокой цене (она обусловлена сложностью вакуумного спекания в одноразовых графитовых формах) в эксплуатационном плане новый инструмент является самым экономически эффективным и позволяет потребителю сокращать расходы иногда в 10 и даже в 30 раз. Затраты на обработку одного изделия при использовании инструмента «МонАлиТ всегда оказываются в несколько раз ниже, чем при обработке любыми аналогами, даже самыми дешевыми, например, китайскими. Поэтому те, кто поработал инструментом «МонАлиТ», уже точно знают, что сэкономили немало денег, и поэтому от него уже не отказываются никогда.
Четыре преимущества инструмента «МонАлиТ»
Если обобщить все преимущества инструмента «МонАлиТ» перед другими инструментами, то невозможно обойтись без рекламного штампа «три в одном», добавив при этом еще одно преимущество. Первое преимущество перед гальваническими инструментами – объемное заполнение алмазными зернами. Второе преимущество – предельное объемное заполнение алмазными зернами, что в 3 раза превышает содержание алмаза даже над объемно заполненным инструментом «Sinter».Третье преимущество – более плотная и регулярная упаковка алмазных зерен на рабочей поверхности. Четвертое преимущество – более высокая прочность удержания алмазных зерен за счет вакуумной сварки, что позволяет получить гораздо более высокую стойкость формы. При этом инструмент является лидером по качеству обработки поверхности.