
Патент РФ №2319601
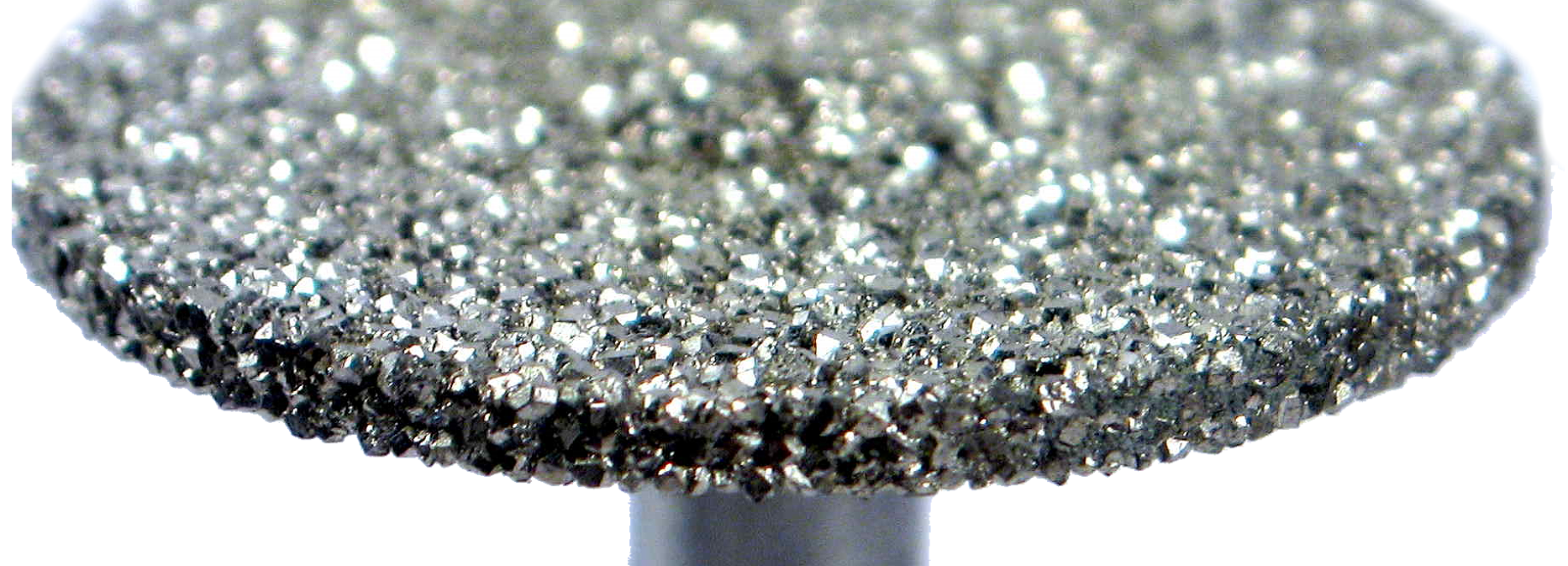
Рис.1
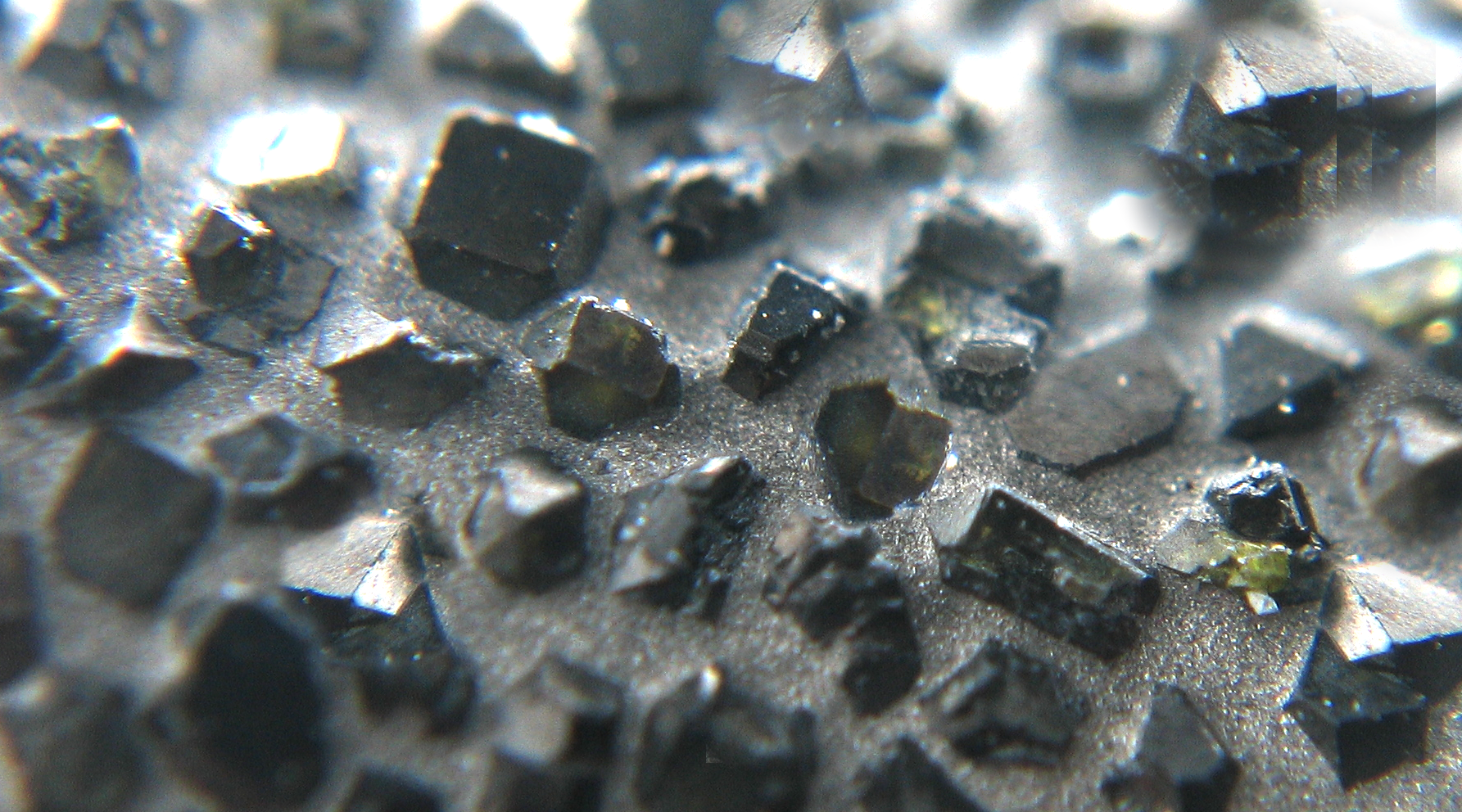
Рис.2

Рис.3
Алмазные инструменты «МонАлиТ» для обработки твердых материалов: керамики, твердого сплава и других изготавливаются отечественной фирмой «РусАтлант МК» по уникальной запатентованной технологии (Патент РФ № 2319601). Чем тверже материал, тем более превосходные качества показывает при его абразивной обработке инструмент «МонАлиТ».Алмазные инструменты «МонАлиТ» отличает от других типов инструментов предельное наполнение рабочей части алмазными зернами, которые привариваются в вакууме друг к другу (рис.1).В результате их предельного наполнения алмазом (рис.2) ресурс алмазных инструментов «МонАлиТ» в разы превышает ресурс обычных алмазных инструментов, изготавливаемых методом горячего прессования («Sinter») и в десятки раз ресурс однослойных гальванических головок .
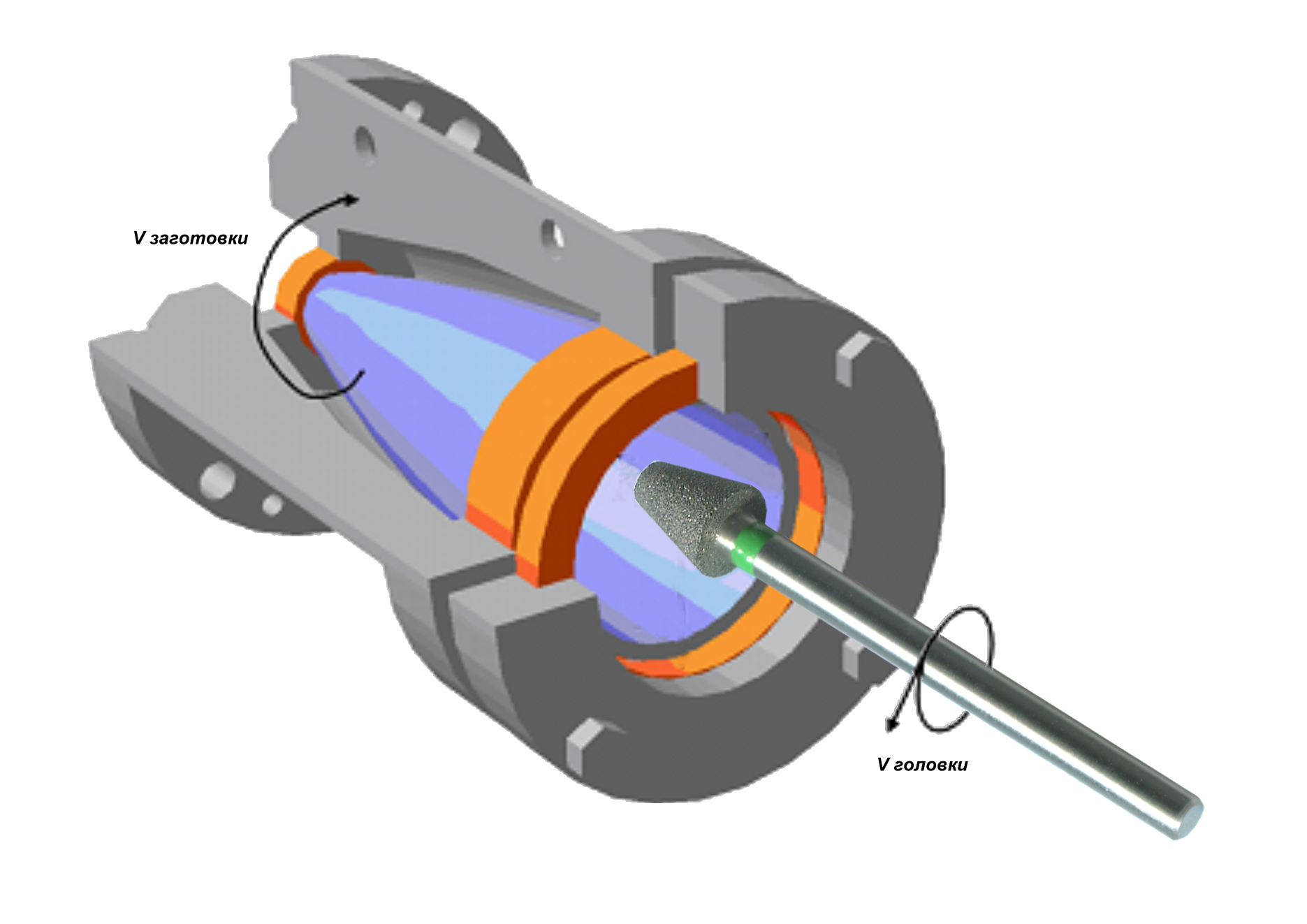
Наглядным примером удачного применения алмазного инструмента «МонАлиТ» является создание линейки инструментов для окончательной шлифовки головных радиопрозрачных антенных обтекателей из кварцевой керамики, имеющих форму сложно-профильной оболочки вращения двойной кривизны. Для решения этой задачи специалистами фирмы «РусАтлант МК» были разработаны алмазные круги и головки (рис.3), освоено их серийное производство. Проведены совместные исследования по определению максимально-допустимых сил резания с учётом режимов шлифования для разных зон работы инструмента при шлифовании керамических сложно-профильных оболочек без разрушения. Подобраны режимы обработки и внедрены алмазные инструменты «МонАлиТ» в обработку обтекателей (рис.4).

а) б)
Рис.4. Трёхмерные модели для внутренней (а) и наружной (б) механической обработки оболочки вращения.
Создание принципиально нового инструмента для обработки керамических обтекателей ракет на НПП «Технология» (г.Обнинск) обеспечило повышение производительности по сравнению с традиционным инструментом в 1,5…5,5 раза с одновременным повышение качества обработанной поверхности.
Еще одним наглядным примером успешного применения алмазного инструмента «МонАлиТ» является создания линейки инструмента для обработки керамики на основе карбида кремния (SiSiC). Впервые эта задача была решена для ОАО «Гжельский завод Электроизолятор», который изготавливает для нефтегазового машиностроения пары трения для перекачивания агрессивных абразивосодержащих сред; осевые и радиальные опоры для погруженных центробежных насосов и др. Наиболее представительными деталями, изготавливаемыми заводом являются кольца, втулки, вкладыши и торцевые уплотнения. Надёжность и длительный срок службы изделий из керамики на основе карбида кремния (SiSiC) обусловлены уникальными эксплуатационными характеристиками: механической износостойкостью, химической устойчивостью, эрозионной стойкостью и термоустойчивостью. В тоже время материал обладает высокой механической прочностью и микротвёрдостью 2300-2500 кгс/мм2 и плохо обрабатываются алмазными кругами на известных металлических связках. Применение на этих и других операциях алмазных кругов на металлической связке М2-01 приводило к их катастрофическому износу и выходу из строя. Проблемы технологии были решены с применением инструмента «МонАлиТ» на девяти операциях. Разработаны и внедрены специальные алмазные головки Ø2-12 мм; круги цилиндрические формы АПП Ø16-70 мм; для обработки сквозных прямоугольных пазов разработаны и внедрены специальные отрезные круги МонАлиТ» МКО 80, шириной 4,2 мм. Для операции двухстороннего плоского шлифования торцов колец применяются притиры, оснащенные таблетками «МонАлиТ» размером Ø10х10 мм, при числе оборотов притира n = 150 об/мин. Ресурс работы притиров увеличился в два раза. Обработка глухих отверстий и радиальных пазов (Ø 6 мм) на вертикально-сверлильном станке мод. НС1263 стала возможной с разработкой специальной, уникальной фрезы «МонАлиТ» с шестью пазами и отверстием на торце. Разработаны и внедрены конические зенковки МЗК50/20 и МЗК70/35 и сферическая головка с радиусом 25 мм, позволившие заменить обработку фасок вручную на машинную. Применение алмазного инструмента «МонАлиТ» обеспечило выпуск импортзамещающей продукции. В дальнейшем этот тип инструмента был также успешно внедрен на ООО «Анод» (г. Нижний Новгород) и ряде зарубежных предприятий (Германия). Алмазные инструмент «МонАлиТ» для обработки керамики и твердого сплава выпускаются более 15 лет и находят все большее применение, в том числе и на предприятиях ОПК. Особую гордость фирмы составляет тот факт, что они поставляются регулярно на крупнейший производитель оружия в Болгарии – завод «Арсенал», где алмазными головками «МонАлиТ» производится внутреннее шлифование твердосплавных цилиндрических матриц.
Обработка лангасита и лангатата
В настоящее время в радиоэлектронике и приборостроении нашли применение новые пьезоэлектрические кристаллы лантангаллиевого силиката (лангасита, ЛГС) и лантангаллиевого танталата (лангатата, ЛГТ), для изготовления на их основе фильтров, резонаторов, датчиков давления и вибрации, работоспособных до температур в 950 °C. Разработанные на основе лангасита фильтры на объемных волнах обладают высокой конкурентоспособностью по сравнению с аналогичными фильтрами на основе кварца. В качестве чувствительных элементов для датчиков давления и вибрации используются диски с внешним диаметром от 6 до 15мм, внутренним диаметром от 3 до 6 мм и толщиной от 0,15мм. Точность по наружному и внутреннему диаметрам составляет 0,01-0,05 мм, отклонение от плоскопараллельности не более 0,005 мм. Не допускаются сколы по кромкам. Одной из трудоемких операций является обработка внутреннего диаметра. Формообразование точных отверстий по целому весьма трудоёмкий процесс и складывается из операций сверления и последующего шлифования. В общем случае при использовании алмазных сверл достигается точность обработки отверстий по 9-12 квалитету. При сверлении достигает Ra=1,1-1,9 мкм Критериями, по которым оценивается качество поверхности, являются ширина боковых сколов, шероховатость поверхности и связанные с ними характер и глубина нарушений поверхностного слоя. При соблюдении технологических условий величина сколов по краям отверстий ограничена 0,05-0,15 мм. Для получения отверстий без сколов в дисках датчиков давления и вибраций из лангатата по 6-8 квалитетам применяются финишные операции круглого внутреннего алмазного шлифования. Ранее на предприятии «Фомос» были попытки обрабатывать внутренние отверстия в лангатате алмазными инструментами на гальванической связке. Так как гальванические инструменты изготавливают с базированием алмазных зёрен на оправку, то вся дисперсия случайно расположенных зёрен (режущей поверхности) влияла на точность, шероховатость и величину сколов обрабатываемой поверхности. Для получения требуемого качества необходимо было инструмент длительно прирабатывать. При этом не только значительно повышалась трудоёмкость процесса, но и уменьшался без того малый ресурс гальванического инструмента. При изготовлении сверл и головок «МонАлиТ» базирование алмазных зёрен происходит по внутренней поверхности пресс-формы. Режущий профиль инструмента не имеет большой дисперсии. Его не надо править. Были разработаны специальные кромкостойкие сверла и головки Ø1-2 мм. Благодаря особенностям инструмента «МонАлиТ» производительность процесса изготовления дисков повысилась в 10 раз, износостойкость инструмента в 25 раз. Полученные результаты позволили решить задачу оптимизации технологических условий алмазного сверления и доводки отверстий для получения максимальной производительности при требуемом качестве поверхности обрабатываемых деталей. Алмазный инструмент «МонАлиТ» для обработки кварца нашел успешное применение на таких предприятиях, как: ЗАО «Морион» г. С-Петербург, ОАО «Фомос» Г.Москва, ЗАО «Фонон» г.Москва, ОАО «Вектор» г.Волжский.
Заказать инструменты можно по телефону и через электронную почту
Телефон: +7 (499) 745-09-12 моб. +7 916 385-01-02
Факс: +7 (499) 745-09-11
Email: RusAtlant@inbox.ru
Email: info@RusAtlant.com
Доставка инструмента осуществляется для Москвы самовывозом, для других городов через транспортную компанию «Деловые линии» (либо иным способом по договоренности с заказчиком).
Применение
Инструменты «МонАлиТ» поставляются на многие заводы холдингов Швабе и Авионика, в частности на ОАО «НПО «ПОЛЮС» им. М.Ф.Стельмаха» г. Москва, ОАО «Лыткаринский завод оптического стекла», г.Лыткарино, ОАО «Красногорский завод им. С. А. Зверева», г.Красногорск, ОАО «Вологодский оптико-механический завод», г.Вологда, ОАО «Тамбовский завод «Электроприбор», «РПЗ» г.Раменское, «Электроприбор» г. Тамбов, «Темп-Авиа» г.Арзамас, «Алексадр» г. Рязань» «Утёс» г. Саратов.