
Патент №2319601

Рис.1
Акты испытаний
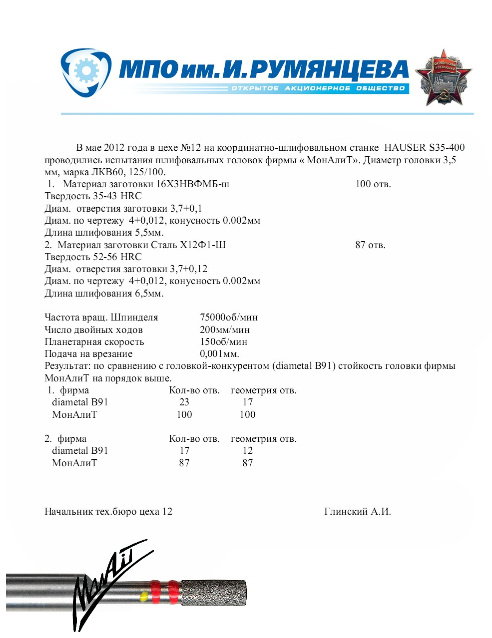
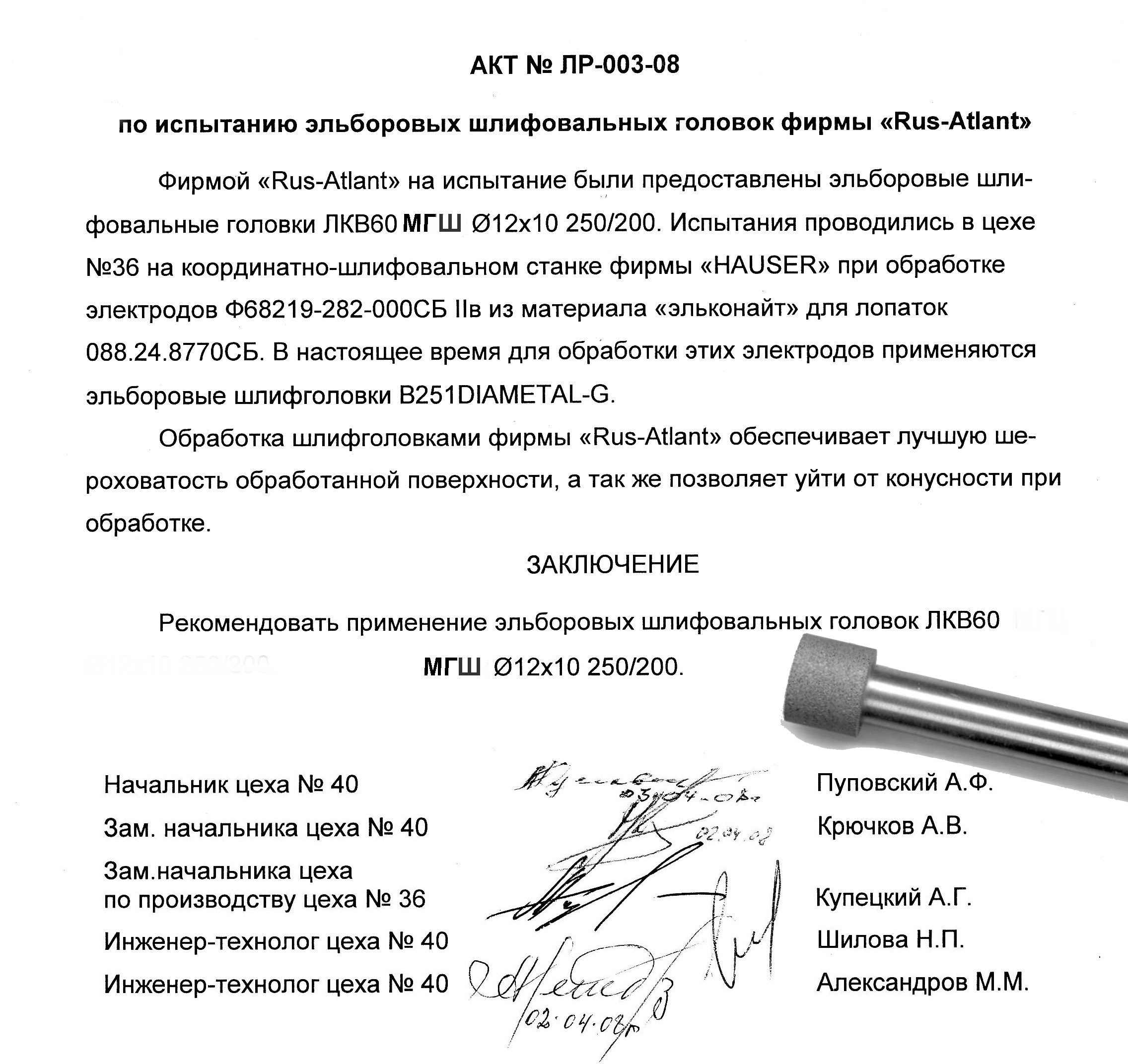
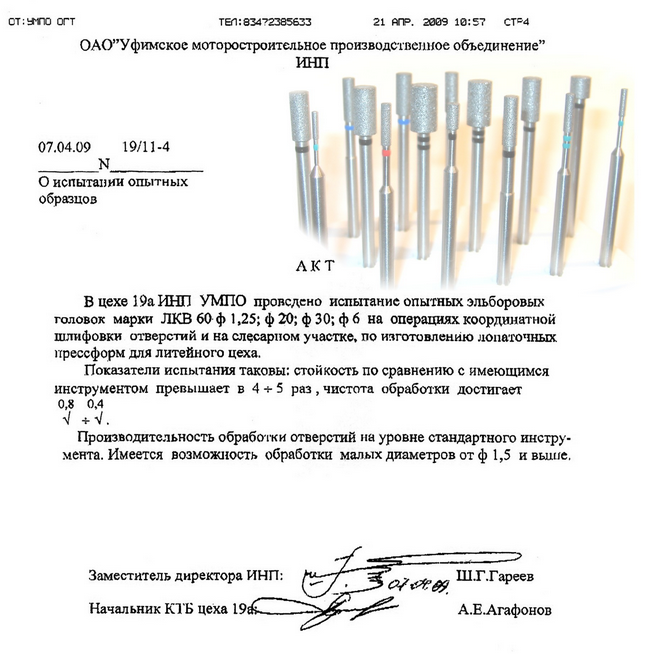
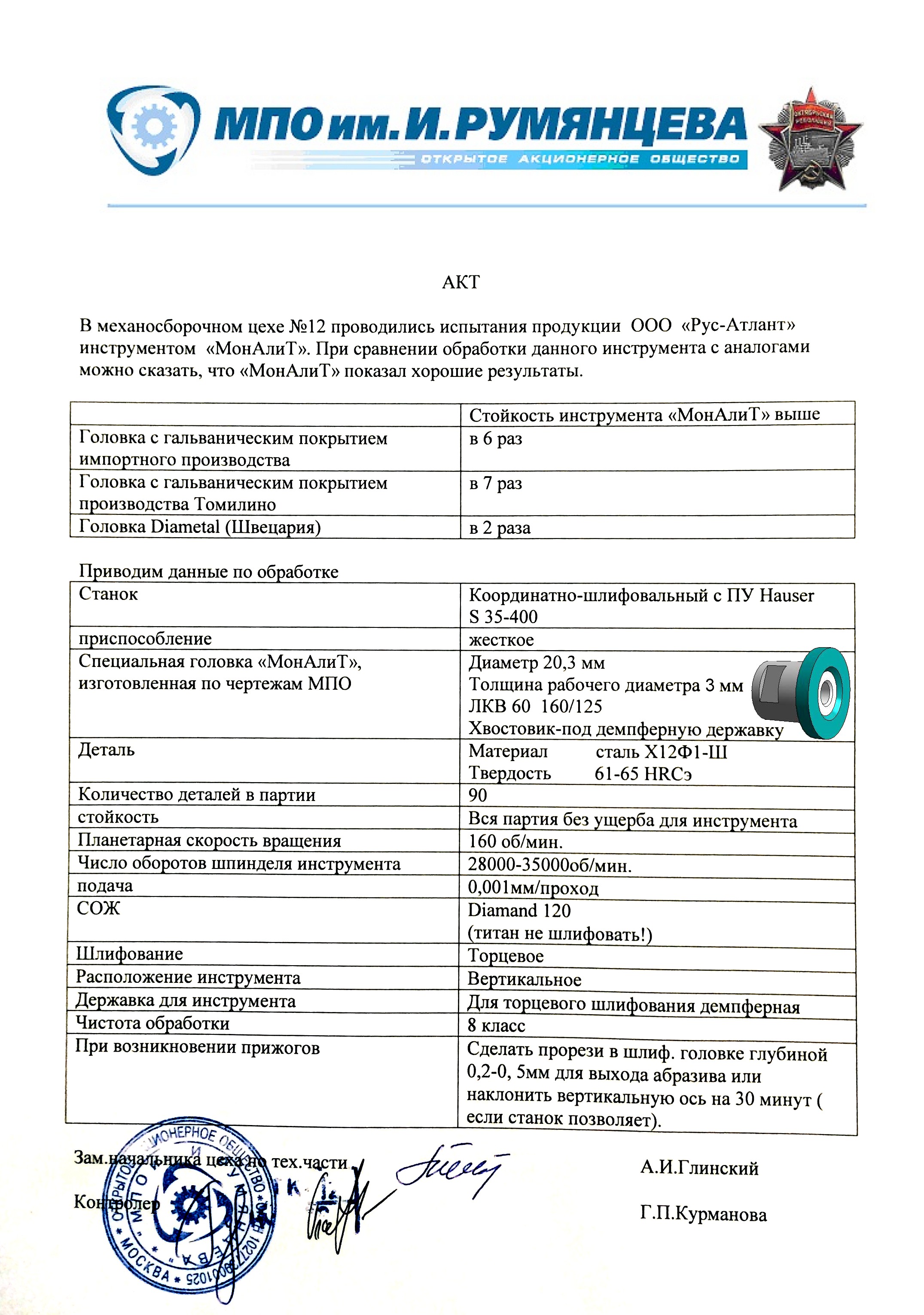
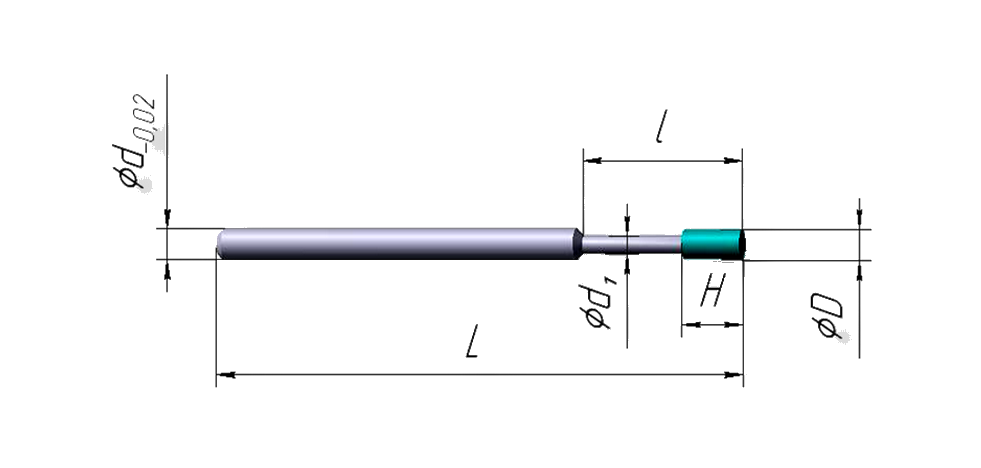
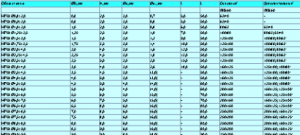 Таблица размеров МГШ
Таблица размеров МГШ
Рекомендации
по работе головками МГШ из эльбора марки ЛКВ60
на участке координатного шлифования
Обрабатываемый материал – углеродистые инструментальные стали: У8А, У10А, У12А; легированные инструментальные и быстрорежущие стали: 9ХС, ХВ2, Х12М, 95Х18.
- Размер зерна эльбора для головок представлен в таблице в зависимости от диаметра головки.
- Длина рабочей части головок 2 мм, 4 мм, 4 мм, 6 мм и 8 мм соответственно. Для коротких отверстий необходимо делать более короткие длины головок.
- Диаметр головки относительно отверстия должен быть 0,7- 0,8 диаметра начального отверстия – это среднее оптимальное соотношение.
- Чистота обработанной поверхности может быть в пределах от 7 до 9 класса (Ra0.8÷Ra0.2)
- Частота вращения шпинделя варьируется от 15000 до 250 000 об/мин в зависимости от диаметра головки для достижения оптимальной скорости резания (10÷15) м/сек для головок Ø1,0÷Ø12,0 мм.
- Частота планетарного вращения зависит от диаметра обрабатываемого отверстия и может измениться от 20 до 400 об/мин (технические характеристики станка). Идеальной считается скорость 15 м/мин, но на малых диаметрах обычно составляет величину вдвое меньшую.
- Скорость осевого перемещения эльборовой головки (число двойных ходов) зависит от глубины обрабатываемого отверстия и составляет от 300 мм/мин до 1000 мм/мин. При этом желательно получение пересечение штрихов под углом от 30 до 45 градусов.
- Подача радиальная (на врезание) зависит как от диаметра обрабатываемого отверстия, так и от площади рабочей головки, но в среднем выбирается не более 5 мкм за один двойной ход.
- Для получения более качественной поверхности перед началом работы головку необходимо выставить так, чтобы биение было меньше 0,01 мм по индикатору.
- В случае обработки сквозных отверстий по возможности желательно подавать в зону обработки сжатый воздух или жидкое охлаждение (масло, воду, шлифовальную эмульсию).
- Вращение детали необходимо производить навстречу вращению головки.
- При шлифовке глухих отверстий необходимо касание и врезание делать внизу отверстия около 0,02 мм, делать не менее 5 с выхаживания в нижнем положении и затем включать осевое перемещение шпинделя.
Для получения более точной информации по режимам и способам обработки можно обратиться к консультанту фирмы
Нехорошеву Олегу Васильевичу: +7-905-732-77-96
20.07.17
Рекомендации
по работе головками МГШ(а) из алмаза
на участке координатного шлифования
Обрабатываемый материал – различные керамические, композиционные составы, цветные сплавы а также твердый сплавы ВК6, ВК8, ВК10,Т5К10, Т15К8, Т30 и др.
- Размер зерна алмаза для головок представлен в таблице в зависимости от диаметра головки.
- Длина рабочей части головок 2 мм, 4 мм, 4 мм, 6 мм и 8 мм соответственно. Для коротких отверстий необходимо делать более короткие длины головок.
- Диаметр головки относительно отверстия должен быть 0,7- 0,8 диаметра начального отверстия – это среднее оптимальное соотношение.
- Чистота обработанной поверхности может быть в пределах от 7 до 9 класса (Ra0.8÷Ra0.2)
- Частота вращения шпинделя варьируется от 15000 до 250 000 об/мин в зависимости от диаметра головки для достижения оптимальной скорости резания (10÷15) м/сек для головок Ø1,0÷Ø12,0 мм.
- Частота планетарного вращения зависит от диаметра обрабатываемого отверстия и может измениться от 20 до 400 об/мин (технические характеристики станка). Идеальной считается скорость 15 м/мин, но на малых диаметрах обычно составляет величину вдвое меньшую.
- Скорость осевого перемещения алмазной головки (число двойных ходов) зависит от глубины обрабатываемого отверстия и составляет от 300 мм/мин до 1000 мм/мин. При этом желательно получение пересечение штрихов под углом от 30 до 45 градусов.
- Подача радиальная (на врезание) зависит как от диаметра обрабатываемого отверстия, так и от площади рабочей головки, но в среднем выбирается не более 5 мкм за один двойной ход.
- Для получения более качественной поверхности перед началом работы головку необходимо выставить так, чтобы биение было меньше 0,01 мм по индикатору.
- В случае обработки сквозных отверстий по возможности желательно подавать в зону обработки сжатый воздух или жидкое охлаждение (масло, воду, шлифовальную эмульсию).
- Вращение детали необходимо производить навстречу вращению головки.
- При шлифовке глухих отверстий необходимо касание и врезание делать внизу отверстия около 0,02 мм, делать не менее 8 с выхаживания в нижнем положении и затем включать осевое перемещение шпинделя.
Для получения более точной информации по режимам и способам обработки можно обратиться к консультанту фирмы
Нехорошеву Олегу Васильевичу: +7-905-732-77-96
28.08.17